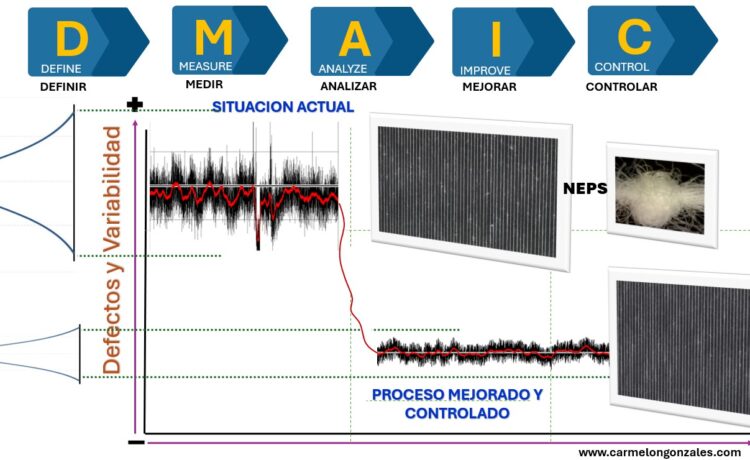
APLICACIÓN DE METODOLOGIA DMAIC
PARA SOLUCIONAR UN PROBLEMA EN UNA PLANTA DE HILANDERIA
1. MARCO CONCEPTUAL DEL CASO
La empresa textil ABC se dedica a la producción de hilos manufacturados con diferentes fibras y mezclas de Algodón, Sintéticos, Regenerados, orgánicos y reciclados en sus diversas líneas de producción.
En los análisis KPI se identifica una oportunidad de mejora referente al porcentaje de reclamos procedentes de un artículo en particular.
Bajo el SGC ISO 9001 y profundizando en detalle se tiene el siguiente cuadro que visualiza con precisión el problema a resolver.
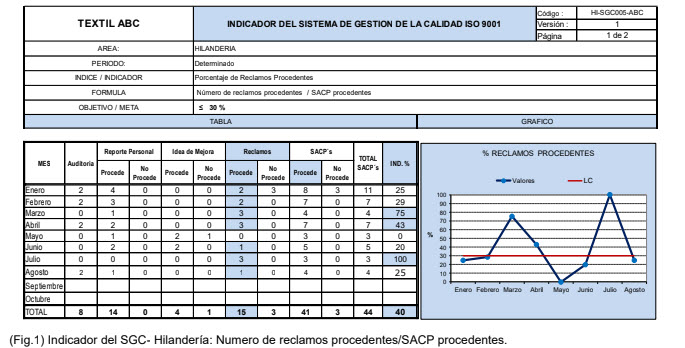
La gráfica ilustra interesantísimas oportunidades para aplicar mejora. Desde reporte personal y mas aun los reclamos procedentes,
que directamente son el dolor del cliente referente al incumplimiento de algunos requisitos. La tasa de reclamos en la Hilandería
ABC se exacerba en los meses de Marzo, Abril y Julio. Sin embargo, Enero, Febrero y Agosto, cercano al Límite de control
establecido como meta u objetivo. Bajo esta lectura, precisa oportunidad de estudiar el caso a profundidad.
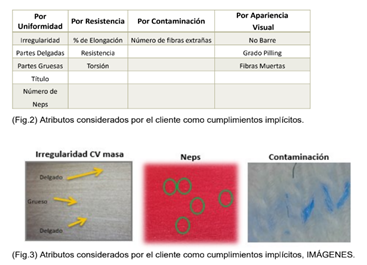
2. LA VOZ DEL CLIENTE (Su expectativa)
La Voz del Cliente (VOC) describe las necesidades, requisitos declarados y no declarados del cliente (interno o externo).
En el caso de estudio, la empresa tiene dos tipos de clientes:
o Cliente interno: El área de tejeduría de la misma empresa.
o Clientes externos: Clientes del mercado nacional e internacional.
En ambos casos, las expectativas de los clientes con respecto al hilo se resumen en el siguiente enunciado:
o “Que el hilo sea de alta calidad, sobre todo el atributo Regularidad”.
Ampliando esta definición es necesario estratificar el abanico de requisitos implícitos en la siguiente tabla, con los atributos
fundamentales no solo del hilo, sino también de la tela teñida y acabada:
3. ELECCION DEL CTQ (Critico para la Calidad – Jerarquizando las oportunidades de Mejora)
Recopilación de información acerca de las ocurrencias de hilado defectuoso (evidenciado en el tipo y cantidad afectada) y se
elaboró un Gráfico de Pareto para visualizar cuáles son los defectos más relevantes, teniendo la primera conclusión especifica.
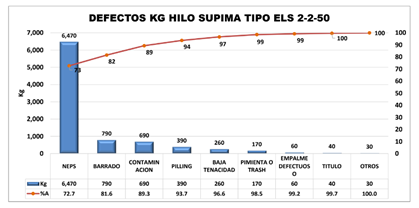
(Fig. 4) Grafico Pareto, mostrando el 80% de los problemas, en dos causas fundamentales “Neps y Barre”, como primeros indicios
a tener en cuenta para los estudios, análisis y aplicación de mejoras en los procesos.
Puede deducirse al defecto Neps, se debe considerar la oportunidad de aplicar mejora como prioridad A1.
PROBLEMA CENTRAL, EL DOLOR DEL CLIENTE.
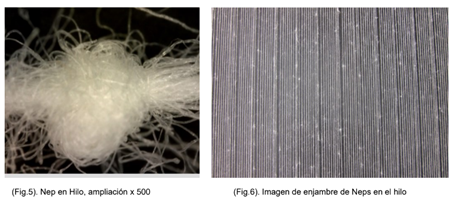
Descripción Específica del defecto principal NEPS en tela teñida y acabada.
Reconociendo que el mayor dolor del cliente es la cantidad de Nep en la tela, necesario definirlo en toda su dimensión.
La definición general de NEP: “Aglomeración de fibras, nudos o enredos” con incremento de masa o sensibilidad en el regularimetro
de 200% para hilo de anillos, 280% para Open End y 1 – 2 mm de longitud. Los Neps se clasifican además en “Neps de semilla”
que contienen un fragmento de semilla adherido a las fibras y “Neps brillantes” formados además por fibras muertas, que ni siquiera
tienen celulosa suficiente para absorber el tinte. El origen de los Neps tiene varias vertientes; 1.- Desde los campos de cultivo y el
tipo de cosechado sobre todo mecánico con maquina striped picker, 2.- En las desmotadoras por la agresividad de limpieza a
serrucho o por el desgaste de las mismas, 3.- En las líneas de apertura por los golpes de los batidores o rpm excesivas, 4.- por la
longitud, diámetro y curvas en los ductos de transporte de copos de fibra, desde apertura hasta cardas, por la mayor presión de
aire dentro de los ductos y por el exagerado número de puntos de limpieza gruesa o fina; la cual debe modificarse en función del
tipo de material o mezcla, 4.- Por la densidad de las fibras o finura, más conocida como micronaire con tendencia a fino sobre
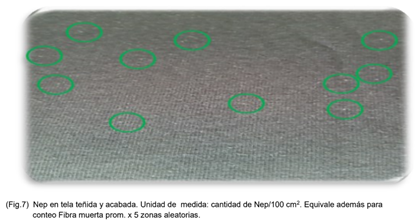
todo. Cuando los Neps forman parte del hilo, se presentarán en la tela y por ende en la prenda terminada, lo cual degrada la
apariencia y Calidad. Generalmente, cuando los Neps sobrepasan un nivel de tolerancia máximo, la tela resultante no será
adecuada para confeccionar productos de calidad y es potencial reclamo o devolución del cliente. Para el control de Nep/g en Afis,
un valor >= 100 en cinta de cardas, sea con hilo Upland, Pima o Supima degrada la calidad, derivándose en problema en el
proceso, finalmente reclamo.
Si determinamos recomendación para NEP/Km en el hilo, para un 30/1 Upland el límite máximo especificado debe estar en <=
30/Km y para un 50/1 Pima<= 40/Km en las mediciones de Regularimetria.

4.1 EVIDENCIAS DEL DEFECTO NEPS
4. ANALISIS DEL PROBLEMA
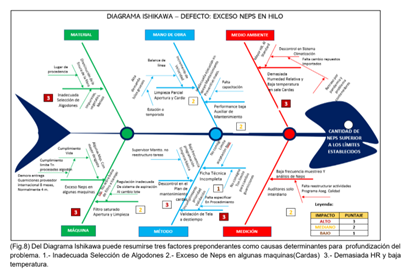
5.1. APLICACIÓN DE HERRAMIENTA DIAGRAMA ISHIKAWA Y METODOLOGIA BRAINSTORMING
La Herramienta Fishbone o espina de pescado o Diagrama Ishikawa, nos da un panorama multivariado para identificar las
posibles causas del problema de NEPS y plasmar las acciones de mejora.
Lógicamente que antes, según metodología; el brainstorming, clave para intercambiar soluciones con el equipo de trabajo. El
Liderazgo en esta etapa de la metodología es crucial para las respuestas, intervenciones sustanciales del equipo y
consolidar en las propuestas y acciones a definir para la solución al problema.
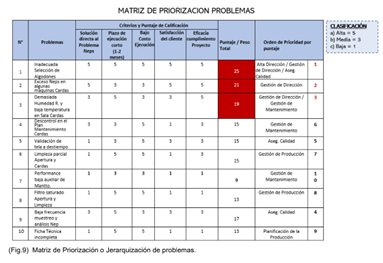
5.2. APLICACIÓN DE MATRIZ DE PRIORIZACION DE PROBLEMAS
La Matriz de Priorización mediante los criterios Oportunidad, plazo ejecución, satisfacción del cliente y cumplimiento del
proyecto mejora confirma el Ranking a los problemas develados en el Diagrama Ishikawa.
Con esta información las acciones para la mejora en disminución de Neps en el hilo, comienzan a encaminarse.
5.3. ARBOL DE NECESIDADES CRITICO PARA LA CALIDAD(CTQ)
El Árbol de necesidades es la representación especifica de los requerimientos de desempeño tomando en cuenta atributos
específicos del hilo, los incumplimientos para este caso Numero de Neps/Km y nivel de fibra muerta en la tela. En la
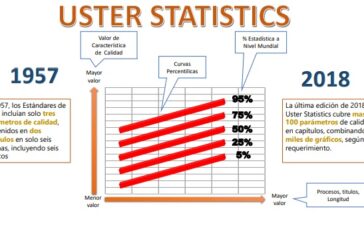
columna proyectado, es la representación del objetivo a lograr para estar en orden con los requisitos del cliente como
valor numérico Nep/Km y Estadística Uster Mundial(U. Statistic).
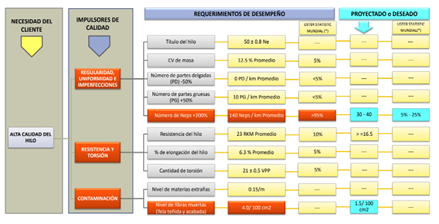
(Fig.10) Árbol CTQ, donde puede apreciarse el desborde del atributo Neps +200 con un valor de 140 Nep/g y un Statistic >95%
para análisis de Regularidad e imperfeccione del HILO, calificado como fuera de limite tolerancia.
Las dos columnas ultimas muestran el target entre 30 – 40 Nep/ Km y un Statistic ubicado entre 5% y 25%.
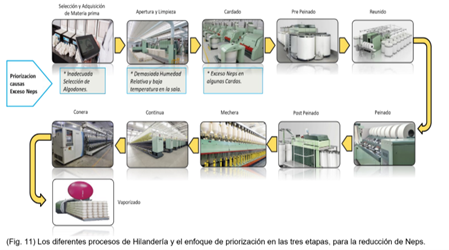
5.4 IDENTIFICACION DE LOS PROBLEMAS EN LOS PROCESOS.
Los tres factores preponderantes para la generación de Neps al aplicar circulo de Calidad y mediante el juicio de expertos,
Conlleva a determinar a su vez tres procesos origen(Calificación 3 Alto impacto / Fig. 8 Ishikawa) : Selección de materia
prima, Apertura y limpieza y Cardado. Estos procesos conjugan la generación de Neps y su desborde a niveles superiores al
especificado.
6.0 ANALIZANDO LA EVALUACION HISTORICA DE NEP
Se tiene una base de datos en los diferentes lotes de producción, la cantidad de Nep por gramo (Nep/g) en la cinta de Carda
sobrepasa muchas veces el límite superior de tolerancia comportamiento de los Neps <=70.
Puede observarse el rectángulo en rojo son los lotes y meses en los cuales se desbordaron los valores establecidos, llegando
a transformarse en un problema potencial.
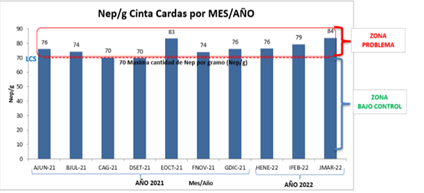
(Fig.12) Grafica del factor Neps, a lo largo de varios lotes de producción. Mostrando una primera tendencia resumida en lotes
específicos que denotan desborde por encima de los límites de control establecidos.
7.0 APLICANDO HERRAMIENTAS ESTADISTICAS Y TENDENCIA PARA APLICAR LA MEJORA
EN BASE A EVIDENCIAS
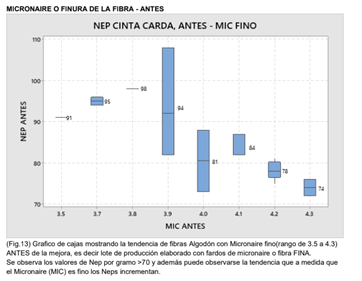
7.1 FACTOR INADECUADA SELECCIÓN DE ALGODONES
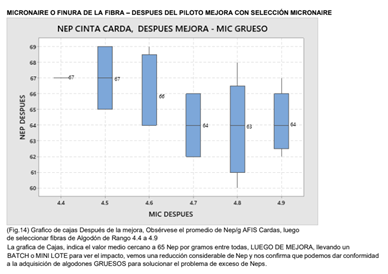
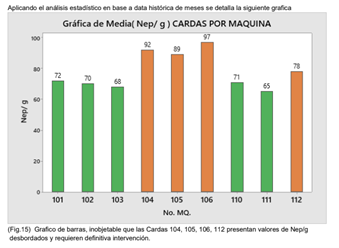
7.2 FACTOR EXCESO DE NEPS EN ALGUNAS CARDAS
7.3 FACTOR DESCONTROL DE MAYOR HUMEDAD RELATIVA EN LA SALA DE APERTURA Y LIMPIEZA
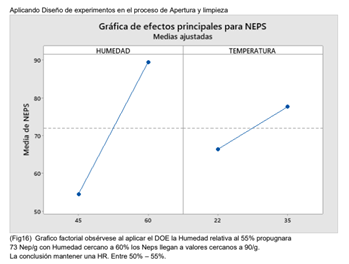
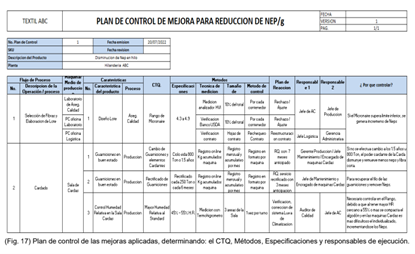
8.0 CONTROL Y SEGUIMIENTO DE LA MEJORA
Para el sostenimiento de las mejoras es conveniente elaborar un plan de control especifico el cual describa
y finalmente se estandaricen las soluciones planteadas y ejecutadas.